
Adsorption Dehumidification
A desiccant rotor (wheel) is the heart of any adsorption (sorption) dehumidifier. For battery manufacturing applications, the rotor will be coated with a desiccant like silica gel or molecular sieve (zeolite). The bigger the rotor, the bigger your moisture-removing capacity.
Learn more about what an adsorption dehumidifier is and how it works
The number of rotors matter
When considering battery dry room dehumidification, the number of dehumidification stages or rotors is essential to the system's energy efficiency and safety margin. It’s like a car (not electric); it would run much more efficient and smoother, having three gears instead of only one.
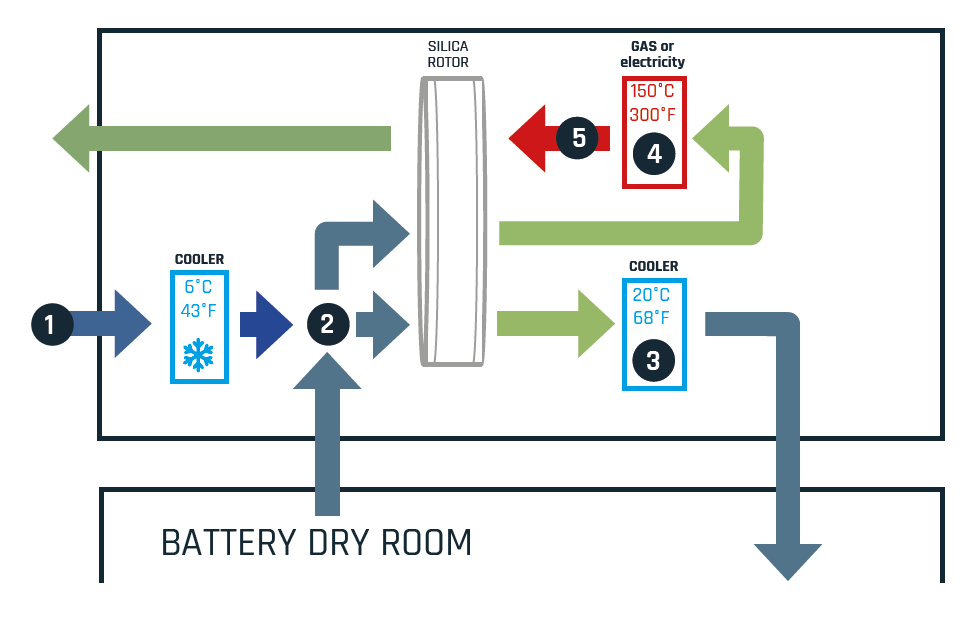
1-Rotor Dehumidification is Energy Inefficient
In a battery dry room application, the difference between incoming and target conditions is exceptionally high. For example, a -50°C dewpoint target would require that 99,9% of all moisture in the fresh air supply should be removed. Removing that much moisture in one step (one rotor) would require very high reactivation temperatures (150°C to 180°C) and increased reactivation flow rates. It would be extremely energy inefficient and require gas or electricity to obtain these high temperatures.
The size of the desiccant rotor doesn’t really matter, as it would not change the fact that all the moisture has to be removed in one step.
Another disadvantage is the mixing point. The return air from the dry room is precious (as it would have the same dew point as the dry room target (fx. -50°C). So, lots of energy has been used to get it this dry. But in a one-stage dehumidification process, there is no other option than mixing this air with the needed fresh air (for overpressure and exhaust), typically with a dew point of 6°C (after the first cooling coil). And mixing the valuable dry return air with humid air results in humid air that has to be dehumidified (again), introducing a loss of energy and a need for extra dehumidification capacity. It’s inefficient, expensive and not sustainable.
Another problem would be the safety margin. The needed temperature for the reactivation process would be near the theoretical limit for the desiccant rotor, meaning one cannot increase the temperature further. As the humidity of the process air (dry air for the dry room) is defined by the humidity in the reactivation air, there are no options for improving the system in case the required dew point is not reached, the specification changes or the efficiency of the desiccant rotor is reduced (which will happen over time).
Using a 1-rotor dehumidifier for battery dry room applications is notoriously energy inefficient.
- Energy loss: Extra air needed to regenerate the system
- Energy loss: Very dry return air (DP -50°C / -58°F) mixed up with humid air (DP6C/43F).
- Energy loss: High temperature on dry air. Cooling needed.
- CO₂ inefficient: High temperature requires burning gas directly in the system or using a lot of electricity.
- Energy loss and minimum safety margin: Desiccant wheel pressed to the maximum temperature range. High regeneration airflow, extra air and high temperature are needed.
2-Rotor Dehumidification vs 3-Rotor Dehumidification
Instead of a 1-rotor dehumidifier, the capacity can be split into multiple steps by adding another rotor to the system. For example, by adding an additional rotor (2-rotor dehumidifier), the moisture removal capacity has to be 97% in each step to ensure 99,9% removal overall. A 97% moisture removal is much more energy efficient than 99,9% moisture removal. This will lead to a reduction in overall energy consumption. Further, the safety margin of a two-stage solution would be much higher than a one-stage solution.
But the second rotor also adds cost to the product. And you would often need high temperatures for reactivation of the rotor, meaning the two-stage would still require either gas or electricity to operate. Cotes offers 2-rotor dehumidifiers when it is the right solution.
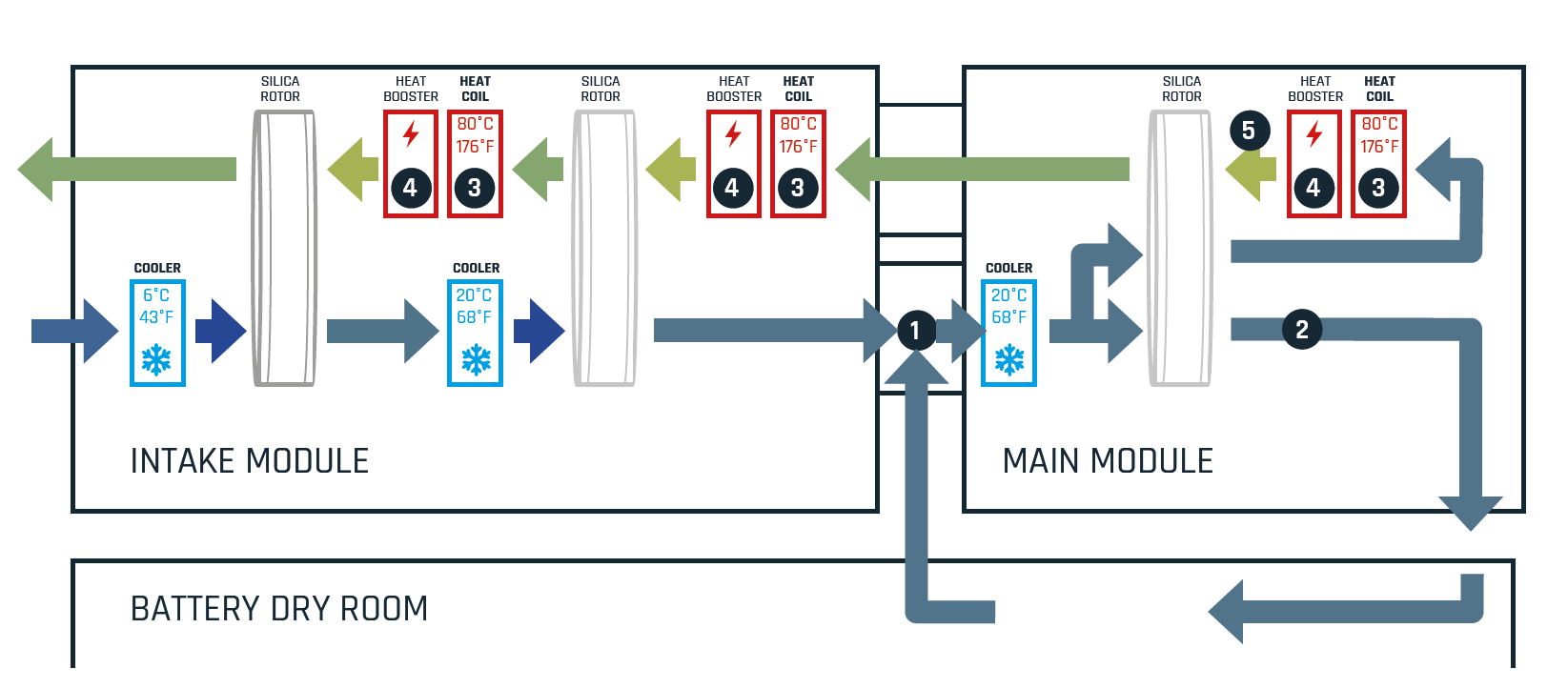
3-Rotor Dehumidification is Energy Efficient
By adding a third rotor (3-rotor dehumidifier), the moisture removal capacity needs to be 90% for each step to ensure 99,9% removal overall instead of 99,9% in one step. This is much more energy efficient.
Furthermore, introducing two more rotors opens up for pre-drying the fresh air before mixing it up with the return air from the dry room. Thus, the loss from mixing with moist, fresh air, unavoidable in the one-stage solution, is avoided.
Together, this typically reduces the overall energy consumption by 30-40%. Moreover, most of the remaining energy needed can be warm water (80°C). This warm water can be sourced from various sustainable and cheap sources (or a combination of those). Examples would be:
- Waste heat from production, for example, the ovens
- Replacing chillers with high-temperature heat pumps. Read more.
- District heat
- Solar thermal panels (replacing less efficient solar electrical panels)
For example, a German research facility has calculated an 84% saving in energy for their dry room consumption by combining our technology with a heat pump.
The lower temperatures and reduced utilization of the desiccant rotor allow for significantly higher safety margins. A dew point of -120°C in the supply air would be achievable. Thus there is plenty of safety margin if (when) the desiccant wheel loses capacity, if the specification should change (fx. lower dew point for future batteries), or if extra capacity is needed for faster start up of operation or more people than expected in the dry room.
Below is an overview of the Cotes Ultradry 3-Rotor Dehumidifier and where it is more energy efficient:
- Energy efficient: Very dry return air (DP -50°C / -58°F) mixed up with similar humidity.
- Energy efficient: Low-temperature dry air = (almost) no post-cooling needed.
- CO₂ and energy efficiency: Three-step drying process is very efficient.
- Every rotor can run at a low temperature = Enabling use of waste heat or heat pumps.
- Extra safety: Electrical boosters if extra dry air (or faster drying) is needed.
- Energy efficient: Minimum regeneration airflow needed.
Of course, the 3-stage solution adds cost. But typically, it’s paid back within 3-12 months in saved energy cost.
See how much you can expect to save (Read more here) or calculate your saving potential using our CO2 calculator for battery dry room dehumidification. Link to the calculator.